مراحل فیوژن فیبر نوری
مراحل فیوژن فیبر نوری، جوش یا فیوژن فیبر نوری فرآیندی است که طی آن یک اتصال دائمی، با افت پایین و با استحکام بالا بین دو فیبر نوری ایجاد میشود. چنانچه یک شبکه ارتباطی نوری را بتوان به عنوان یک سیستم جادهای جهت انتقال اطلاعات در نظر گرفت، اتصالات فیوژن فیبر نوری را میتوان اتصالاتی در نظر گرفت که بخش ارتباط اصلی دو مسیر ارتباطی را به هم متصل می نمایند همانند پل های اصلی جاده ای. درست مانند اتصالات در یک جاده، اتصالات فیوژن فیبر نوری با کیفیت بالا، ترافیک عبوری را باکمترین ازدحام و بصورت نامحسوس انتقال می دهند و برای دههها یا بیشتر قابل اعتماد میباشند. شاید تصور شما بر این باشد که اتصالات فیوژن فیبر نوری ممکن است نقش چشمگیری در شبکه نوری نداشته باشند، با این وجود آنها نقشی حیاتی در زیر ساخت ارتباطی نوری دارند.
هدف نهایی جوش فیوژن فیبر نوری، ایجاد اتصالی بدون افت نوری و در عین حال با استحکام مکانیکی و قابلیت اطمینان بلندمدت است که با خود فیبر مطابقت داشته باشد. در حالت ایدهآل، فرآیند جوش باید سریع و با کیفیت باشد و جهت اجرا به مهارت بیش از حد یا تجهیزات گرانقیمت نیاز نداشته باشد. دستیابی به همه این ایدهآلها به طور معمول غیرممکن است، بنابراین جزئیات فرآیند جوش فیوژن شامل مصالحه بین نیازهای مختلف هر پروژه است. برای برخی از کاربردها، مانند کاربردهای آزمایشگاهی و ادارات و سازمان های حساس و زیر ساخت شبکه های دیتاسنتر اپراتوری “قهرمان” پیشه و تجهیزاتی گران قیمت به جهت ایجاد کیفیت جوش منحصر به فرد با کمترین میزان افت نوری مناسب می باشد، صرف نظر از استحکام مکانیکی یا قابلیت اطمینان جوش. برای سایر کاربردها، مانند رساندن فیبر به منازل شبکه FTTH، افت نوری در واقع ممکن است اهمیت کمتری نسبت به قابلیت اطمینان بلندمدت داشته باشد، البته که توصیه استاندارد های مهم مانند ISO/IEC11801 و TIA/EIA بکارگیری دستگاه های فیوژن با فناوری Core Alignment مانند Fitel S178AV2 می باشد و اپراتورهای متخصص و مجرب!
جوش فیوژن فیبر نوری مزایای مهم بسیاری نسبت به رویکردهای مشابه جهت اتصال فیبرهای نوری دارد، که شامل اتصالدهنده های مکانیکی با ژل تثبیت شاخص یا جوش مکانیکی و یا کوپلینگ نوری میشود. اتصالات فیوژن بسیار فشرده هستند و هنگامی که دوباره پوشش داده میشوند، سطح مقطعی بزرگتر از فیبر نوری اصلی نشان نمیدهند. افت نوری و بازتاب یک جوش فیوژن به طور معمول بسیار کمتر از فناوریهای اتصال فیبر نوری جایگزین است. جوشهای فیوژن دائمی هستند و میتوانند مقاومت مکانیکی و قابلیت اطمینان طولانیمدتی را نشان دهند که به خود تار فیبر نوری اصلی نزدیک میشود. جوشهای فیوژن فیبر نوری بسیار پایدار هستند، بنابراین تراز آنها و در نتیجه انتقال نوری آنها با گذشت زمان یا با افزایش دما تغییر نمیکند. جوشهای فیوژن فیبر نوری میتوانند در برابر دماهای بسیار بالا یا چگالی توان نوری بسیار بالا مقاومت نمایند. علاوه بر این، جوشهای فیوژن اجازه ورود گرد و غبار یا آلایندهها را به مسیر نوری نمیدهند.
مراحل فیوژن فیبر نوری
فهرست مطالب:
شکل A فیوژن فیبر نوری
تقریبا تمام فیبرهای نوری معاصر از شیشه سیلیس ذوبشده با خلوص بالا ساخته میشوند. شیشه سیلیس تشکیلدهنده فیبر از روی قصد با مقادیر کمی از مواد دیگر آلاییده میشود تا ویژگیهای نوری یا مکانیکی مطلوب را فراهم نماید. فیزیک جوش فیوژن فیبر نوری تا حد زیادی به ماهیت این مواد بستگی دارد.
انواع جوش فیوژن
جوش های فیوژن فیبر نوری در محیطهای متنوع توسط گروه های محتلفی از متخصصان و با استفاده از تجهیزات متنوع انجام میشود. این تنوع توسط سه دسته کلی جوش فیوژن توصیف می گردد: (1) فیوژن های میدانی، (2) فیوژن کارخانهای (که جوش تولید تجهیزات اصلی (OEM) نیز نامیده میشود) و (3) فیوژن آزمایشگاهی.
نمونهای از جوش میدانی، جوش فیوژن فیبر نوری توسط متخصصان سربندی فیبر با یک دستگاه فیوژن تجاری است برای مثال در داخل یک مرکز داده است. نمونه مهم دیگر جوش میدانی، سربندی کابلهای فیبر نوری دریایی در کشتیهای اعزام خدمات فیبر است. نمونهای از جوش تولیدی یا OEM، تولید تجهیزات فیبر مانند تقویتکنندههای فیبر نوری اربیوم (EDFA) در یک محیط تولیدی است. جوش آزمایشگاهی توسط محققان با استفاده از فیبرهای نوری با جدیدترین فناوری، اغلب با کمک تجهیزات جوش فیوژن طراحی یا اصلاح شده خاص انجام میشود. اگرچه نحوه قرارگیری و همچنین خود فیبرها در این سه دسته بسیار متفاوت است، اما اصول علمی اساسی آنها یکسان است.
جوش فیوژن فیبر نوری یک موضوع چند رشتهای است که مفاهیم بسیاری از موضوعات از جمله نظریه موجبر نوری، انتقال حرارت، علم مواد، مهندسی مکانیک، مکانیک سیالات و حتی پردازش تصویر را با هم ترکیب می نماید. این مقاله به عنوان مرجعی برای خوانندگانی که فاقد پیشینه در برخی از این زمینههای متنوع هستند، عمل می نماید.
ظهور دستگاههای فیبر نوری مانند تقویتکنندههای نوری و ماژولهای جبرانکننده پراکندگی، اهمیت جوش فیوژن فیبر نوری را افزایش داده است. طراحی و عملکرد این دستگاههای فیبر نوری، از جمله به کیفیت جوشهای درون دستگاه بستگی دارد. دستیابی به جوشهای فیوژن با تلفات کم بین انواع مختلف فیبر که شامل چنین دستگاههای فیبری هستند، چالشهای فنی دلهرهآوری را به همراه دارد. مشکلات جوش به طور فزایندهای بر طراحی خود فیبرها تأثیر میگذارد. این کتاب درک دقیقی از فیزیک جوش فیوژن فیبر نوری ارائه میدهد تا خواننده بتواند این دانش را در فیبرهای نوری آینده به کار گیرد.
این فصل را با بحث مفصلی در مورد فرآیند جوش فیوژن آغاز میکنیم. بخشهای بعدی ویژگیهای نوری، مواد و مکانیکی فیبرهای نوری مرتبط را شرح میدهند. جوشهای فیوژن با کانکتورهای فیبر و جوشهای مکانیکی مقایسه و مقایسه میشوند. نقش جوشهای فیوژن در شبکه نوری نیز ارائه شده و تاریخچه مختصری از جوش فیوژن فیبر نوری گنجانده شده است. در پایان، به بحث در مورد مرزهای فناوری جوش فیوژن فیبر نوری میپردازیم.
اطلاعات بیشتر (لینک های مرتبط):
- راهنما دستگا فیوژن
- تراز فیبر و فناوری فیوژن
- کلیو معیوب
- تنش فیبر
- حفره های هوا
- نیروهای مکانیکی
- هم ترازی در فیوژن
- مکانیزم انتقال حرارت
- راهنما دستگاه فیوژن
- کالیبراسیون دستگاه
- فیوژن فیبر نوری
- کابل فیبر نوری
فرآیند جوش فیوژن
جوش فیوژن فیبر نوری را میتوان به مجموعهای از وظایف اساسی که در شکل 1.1 خلاصه شدهاند، تقسیم نمود. ابتدا، پوشش پلیمری محافظ فیبر باید به طور کامل برداشته شود که به آن استریپینگ Stripping می گویند. سپس، سطوح انتهایی صاف فیبر بایستی حاصل شود، که به طور معمول با شکافتن یا برش فیبرها توسط دستگاه کلیور Cleaver حاصل میشود. سپس فیبرها در دستگاه فیوژن از نظر جانبی با یکدیگر تراز می شوند، از جمله در برخی موارد، تراز چرخشی حول محورهایشان که به عنوان فناوری تراز هسته شناخته می شود. نوک فیبرها بایستی تا نقطه ذوب شدن حرارت دیده شوند و سپس برای تشکیل یک اتصال فیوژن به هم فشرده شوند. این کُنش حرارتی، فشار ذوب نامیده میشود. به طور معمول نوعی بررسی کیفیت مانند تخمین افت در دستگاه فیوژن انجام میشود. همچنین ممکن است اتصال فیوژن برای اطمینان از قابلیت اطمینان مکانیکی طولانی مدت آن، آزمایش شود. در نهایت، اتصال فیوژن تکمیل شده بایستی با بستهبندی در برابر محیط محافظت شود. در برخی موارد، اتصال قبل از آزمایش اثبات بستهبندی میشود. بسته به کاربرد خاص، میتوان یک یا چند مورد از این وظایف را حذف نمود. به عنوان مثال، در آزمایشگاه، قابلیت اطمینان طولانی مدت یک اتصال ممکن است مهم نباشد، بنابراین اتصال ممکن است نه محافظت شود و نه آزمایش اثبات شود. جهت محافظت اتصال از شیرینک های حرارتی و یا کریمپ ها که فلزی می باشند استفاده می شود.
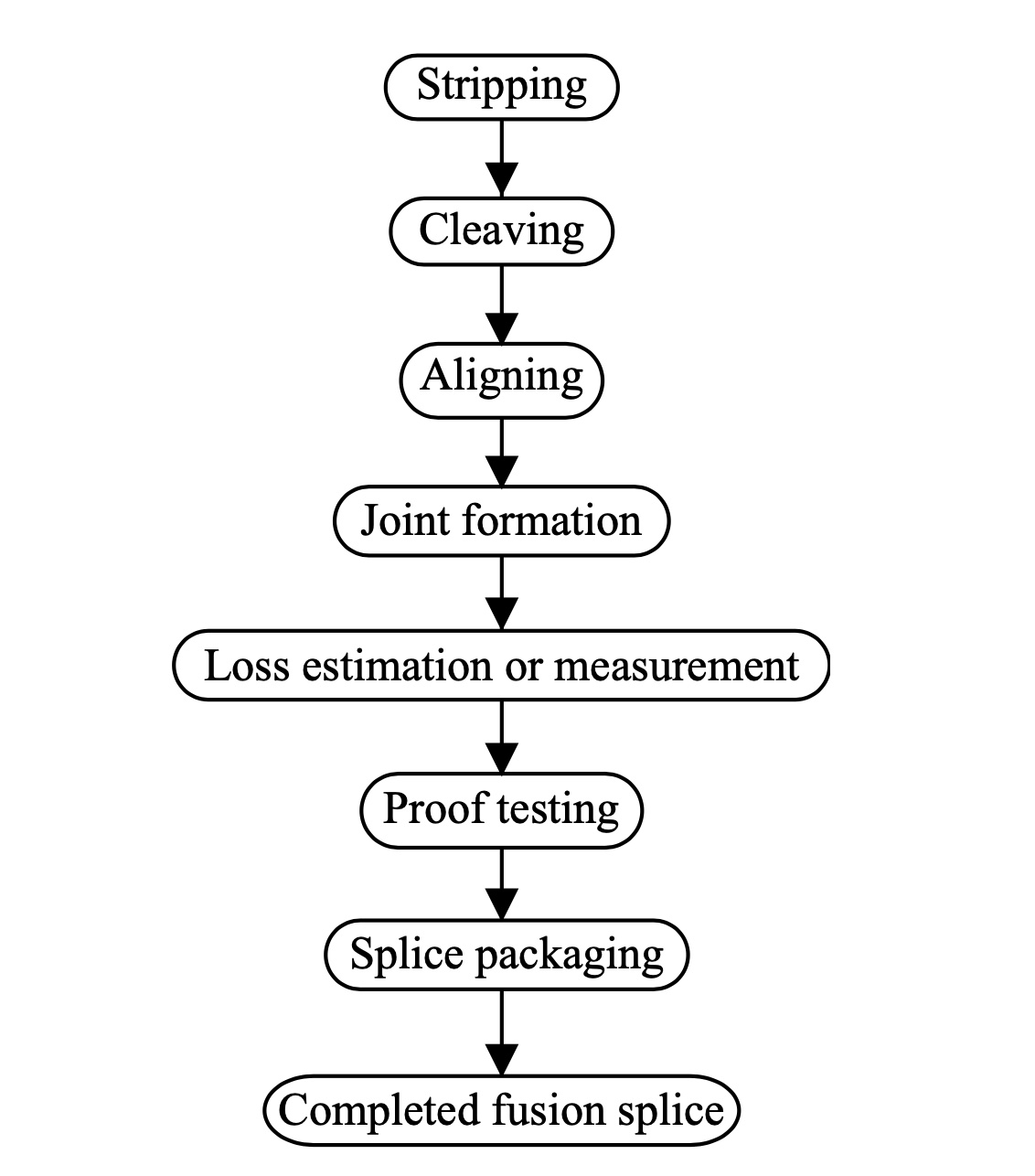
شکل 1.1. فلوچارت فرآیند اتصال فیوژن تعمیمیافته. توجه داشته باشید که برخی مراحل، مانند تخمین افت یا آزمایش اثبات، ممکن است حذف شوند و گاهی اوقات محافظت اتصال قبل از آزمایش اثبات انجام میشود.
بر اساس فلوچارت علمی و آموزشی مراحل اتصال فیوژن شامل 8 مرحله می باشد که به ترتیب:
- برداشتن پوشش 250 میکرونی کُرها Stripping
- برش صاف تار ها Cleaving
- تراز تار ها Alignment (شامل قرار گیری تارها در شانه های دستگاه فیوژن و تراز محوری آنها)
- ایجاد اتصال با بکارگیری فناوری دستگاه شامل قوس الکتریکی و یا منبع گرمایی (Joint Formation)
- اندازه گیری افت شامل اندازگیری توسط دستگاه و یا تست پاور متر یکطرفه (Loss estimation and measurement)
- تست اثبات (Proof testing)
- محافظت از اسپلایس یا بسته بندی فیوژن (splice packaging)
- اتصال فیوژن تکمیل شده و سپس قرار گیری در محل محافظت دائمی شامل کاست فیبر و یا روکش سخت (completed fusion splice)
شایان ذکر است در طول انجام هر یک از این مراحل کارشناس یا اپراتور دوره دیده بایستی با دقت مراحل را یکی پس از دیگری بر اساس رنگ بندی TIA تکمیل نماید، بروز هر گونه اشتباه و ایراد، چرخه مراحل را به ابتدای آن باز می گرداند، در انتهای فرایند وجود هر گونه نقص در فیوژن در تست و یا تصویر اتصال نیاز به تجدید مراحل می باشد.
اطلاعات بیشتر (لینک های مرتبط):
- فیوژن فیبر نوری معیوب
- فیوژن فیبر نوری قابل قبول
- خطرات کار با فیبر نوری و فیوژن فیبر نوری
- جوش فیبر نوری یا فیوژن فیبر نوری
- تفاوت اتصال مکانیکی با فیوژن فیبر نوری
- اهمیت کالبراسیون دستگا های فیوژن
- محاسبه و آنالیز افت شبکه فیبر نوری
- دستگاه فیوژن چیست
- فیوژن فیبر نوری معیوب
طیف گستردهای از سختافزارهای تجاری در بازار وجود دارد که برای انجام وظایف مختلف فرآیند جوش فیوژن طراحی شدهاند. شکل 1.2 یک تصویر ساده از یک دستگاه جوش فیوژن است. یک دستگاه جوش فیوژن حداقل به یک منبع حرارتی و نگهدارنده فیبر جهت قرار گرفتن و همتراز نمودن نوکهای فیبر نیاز دارد. دستگاههای جوش فیوژن مدرن شامل عدسیهای میکروسکوپی، دوربینهای CCD و یک ریزپردازنده جهت انجام وظایفی مانند همترازی فیبر و تخمین افت می باشند. هزینه سختافزار جوش فیوژن تجاری میتواند از کمتر از 10،000 دلار (USD) برای یک دستگاه جوش فیوژن قابل حمل و باکیفیت و اولیه با حداقل ویژگیها تا بیش از 100،000 دلار (USD) جهت تجهیزات جوش فیوژن کاملا خودکار با جدیدترین فناوری متغیر باشد.
برخی از تجهیزات اتصال فیوژن تجاری، که به آنها اتصال ریبون یا اتصال فیوژن انبوه گفته میشود، میتوانند همزمان تمام فیبرهای تشکیلدهنده یک کابل ریبون 24 فیبر را به هم متصل نماید [1.1]. تولیدکنندگان مختلف، راهحلهای متفاوتی را برای وظایف مختلف فرآیند اتصال فیوژن توسعه دادهاند. به عنوان مثال، برخی از تجهیزات اتصال، فیبر را با تخلیه قوس الکتریکی ذوب می نمایند، در حالی که سایر تجهیزات از یک رشته فلزی گرم شده با مقاومت استفاده می نمایند.
دستگاه های بسیار ارزان نیز با فناوری تراز روکش و تراز از پیش تعریف شده زیر بین 1000 تا 3000 دلار قیمت دارند که فناوری منسوخ شده ای را دنبال می کنند. برند های معتبر دستگاه های فیوژن شامل FITEL ،ا Fujijura، ا Sumitomo می باشد.
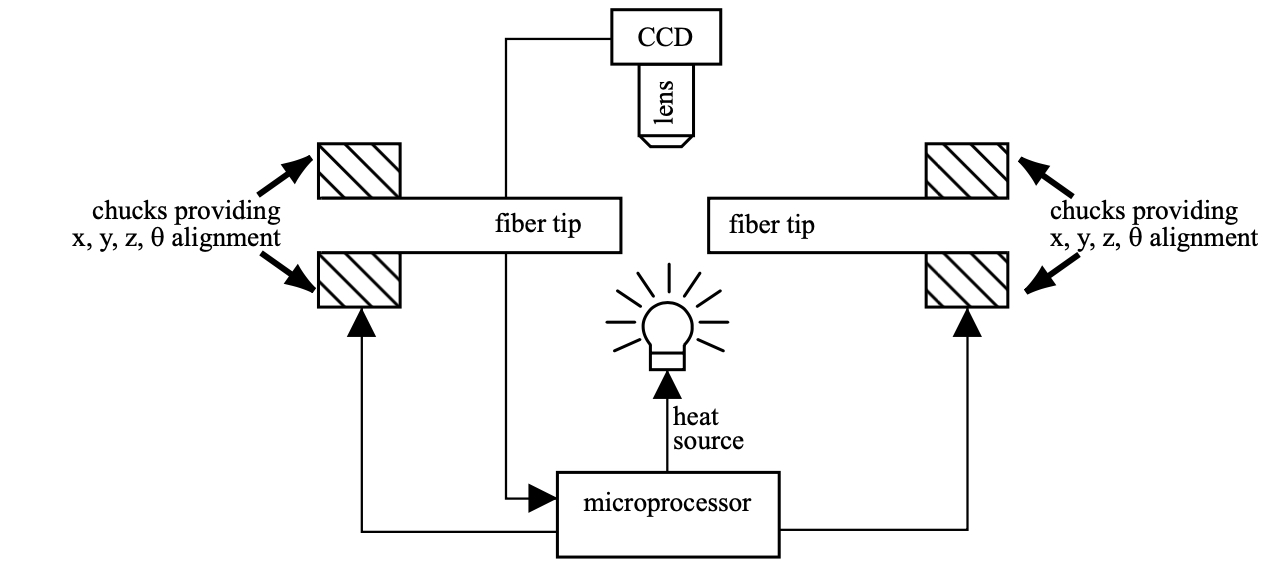
شکل 1.2 اجزای یک دستگاه جوش فیوژن سادهشده شامل منبع حرارتی، لنز تصویربرداری، CCD، ریزپردازنده و سه نظامها برای موقعیتیابی و تراز کردن نوکهای فیبر. فلشهای نازک نشاندهنده جریان کنترل به یا از ریزپردازنده هستند.
اولین مرحله در فرآیند جوش فیوژن، یعنی جدا سازی پوشش پلیمری فیبر نوری، از اهمیت بالایی برخوردار است چراکه میتواند باعث ایجاد نقص در سطح شیشه در معرض نور شود و در نتیجه استحکام و قابلیت اطمینان طولانی مدت فیبرها را تضعیف نماید. در محیط آزمایشگاهی یا کارخانه، میتوان از حلالهای تهاجمی مانند متیلن کلرید یا اسیدهای داغ برای اطمینان از سطح شیشهای تمیز و بدون نقص استفاده نمود. در محیط میدانی، تجهیزات جدا سازی ترمومکانیکی و یا مکانیکی ایمنتر و راحتتر هستند، با این حال همچنین احتمال کاهش استحکام فیبر را نسبت به جدا سازی با حلال که قبلا ذکر شد، بیشتر می نمایند.
مرحله دوم فرآیند جوش فیوژن، برش صاف فیبر ها (شکافتن و یا کلیو فیبر)، بسیار مورد اهمیت می باشد چراکه برای به حداقل رساندن تغییر شکل فیبرها هنگام فشار دادن آنها در حین فشار ذوب، به سطوح انتهایی بسیار صاف فیبر نیاز است.
پس از آماده شدن نوک تارهای فیبر نوری، بایستی آنها را با یکدیگر همتراز نمود. سه نوع همترازی فیبر در عمل رایج است که توسط دستگاه ها با فناوری شناخته و ارائه می گردند: همترازی غیرفعال، همترازی فعال و تزریق و تشخیص نور (LID). تجهیزات قدیمیتر جوش فیوژن و بسیاری از دستگاههای جوش ریبون از یک سیستم شیار v ثابت جهت تراز نمودن غیرفعال نوکهای فیبر استفاده می نمایند. دستگاههای جوش مدرنتر، تراز فعال را بر اساس تصویر بزرگنمایی شده از نوکهای فیبر انجام میدهند. ویژگیهای خاص در فیبر، مانند هسته فیبر، ممکن است جهت اهداف تراز نمودن استفاده شوند. علاوه بر این، ممکن است نور به یکی از فیبرها تزریق شود و در فیبر دیگر شناسایی شود تا اندازهگیری مستقیمی از کیفیت تراز انجام شود. اگر فیبرها از نوع حفظ قطبش (PM) باشند، زاویه چرخش آنها نیز باید تراز شود.
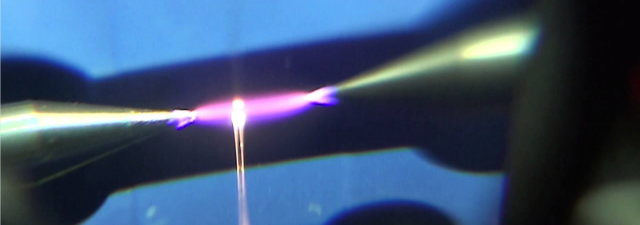
قلب فرآیند جوش فیوژن، حرارت دادن واقعی نوک فیبرها و تشکیل اتصال است. اگرچه دستگاههای جوش فیوژن مختلف ممکن است از منابع حرارتی متفاوتی استفاده نمایند و اصطلاحات متفاوتی برای مراحل مختلف تشکیل اتصال واقعی استفاده شود، اما اصول اساسی یکسان هستند. شکل 1.3 یک جدول زمانی نمونه از فرآیند جوش فیوژن است که تمام مراحل اصلی که ممکن است در طول بخش حرارت دهی فرآیند جوش فیوژن رخ دهد را نشان میدهد.
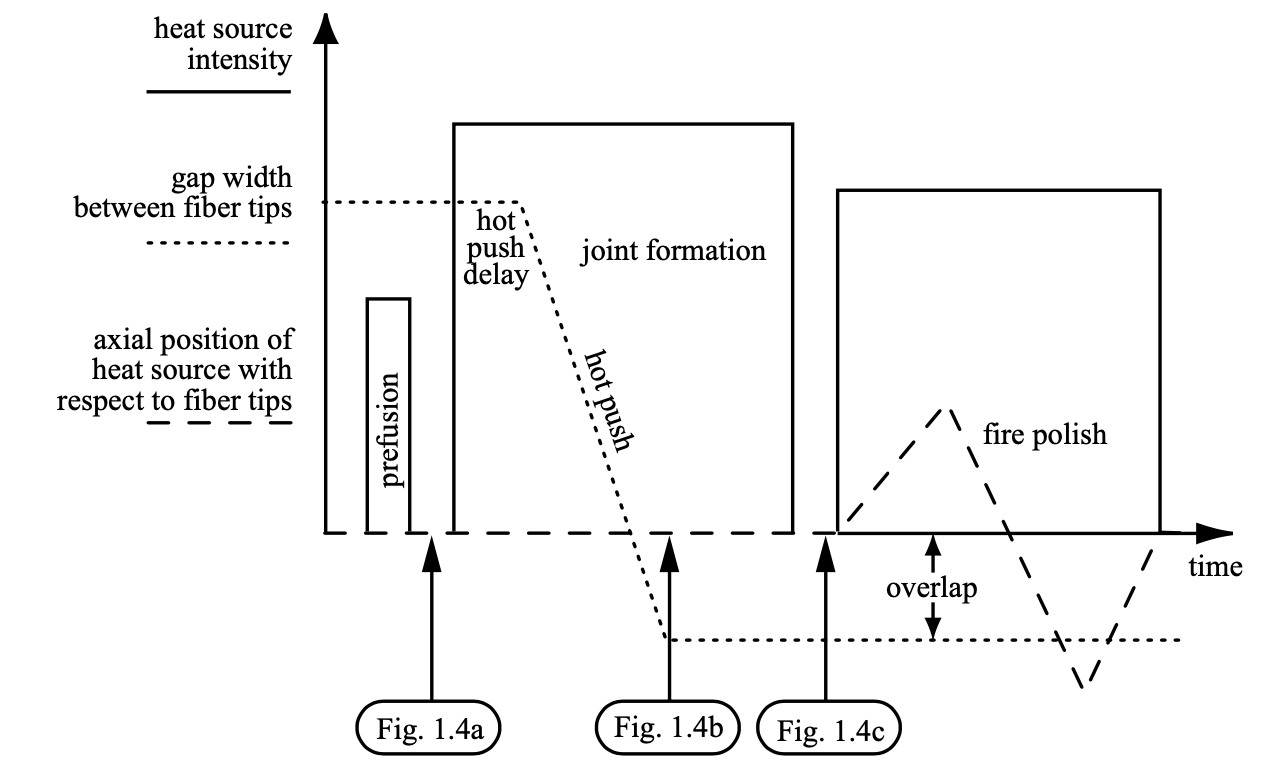
شکل 1.3 تصویر شماتیک از فرآیند اتصال که شدت منبع گرما (خط ممتد)، پهنای شکاف بین نوکهای فیبر (خط نقطهچین) و موقعیت محوری منبع گرما نسبت به اتصال (خط چین) را نشان میدهد. شدت منبع حرارتی در اینجا به صورت دنبالهای از توابع پلهای نشان داده شده است که بزرگی آنها تقریبا با دما در محل اتصال مطابقت دارد. فشار ذوب، پهنای شکاف بین فیبرها را از مقدار اولیه آن که حدود 10 میکرومتر در ابتدای اتصال است، به یک مقدار منفی کاهش میدهد. پهنای شکاف منفی نشان دهنده هم پوشانی نوکهای فیبر است. تشکیل اتصال زمانی شروع میشود که نوکهای فیبر با هم تماس پیدا میکنند. در این تصویر، موقعیت منبع گرما تا زمان تکمیل تشکیل اتصال ثابت نگه داشته میشود و در این زمان گرمایش نهایی اعمال میشود در حالی که منبع جرارتی در امتداد اتصال به جلو و عقب اسکن میشود تا یک پرداخت آتشین انجام شود. زمانبندی تصاویر اتصال فیوژن نشان داده شده در شکل 1.4 در محور افقی نشان داده شده است.
اطلاعات بیشتر (لینک های مرتبط):
یک تابش کوتاه حرارتی در ابتدای فرآیند، که تمیز نمودن پیش از جوش نامیده میشود، با تجزیه و تبخیر هرگونه آلودگی، نوک فیبرها را تمیز می نماید. این گرمایش پیش از جوش مهم است چراکه هرگونه آلودگی ذرهای موجود در نوک فیبرها در حین جوش میتواند گازهای فراری را آزاد نماید که در محل اتصال حباب تولید می نمایند. پس از اتمام ترازبندی و پیش از جوش، نوک فیبرها در معرض یک انفجار شدید جرارتی قرار میگیرند تا دمای آنها تا نقطه نرم شدن افزایش یابد. پس از یک تأخیر کوتاه، که تأخیر فشار ذوب نامیده میشود، فیبرها در طول فشار ذوب به هم فشرده میشوند. متاسفانه، برخی از تولیدکنندگان دستگاه جوش، تاخیر فشار ذوب را زمان پیش از جوش نامیدهاند که باعث می شود فشار ذوب را با تمیز نمودن پیش از جوش که قبلا ذکر شد اشتباه بگیرید. برخی از تولیدکنندگان، فشار ذوب را به عنوان ضربه پرس یا کنش فیبر مینامند. به طور معمول فشار ذوب از فاصله اولیه بین نوک فیبرها به مقداری که هم پوشانی نامیده میشود شناخته می شود، که به طور معمول بین 2 تا 20 میکرومتر است و ممکن است فراتر رود. در حالی که نوک فیبرها در دمای بالا به هم فشرده میشوند، پدیدههایی مانند کشش سطحی، ویسکوزیته و انتشار ناخالصی بر توسعه اتصال فیوژن تاثیر میگذارند. پس از مدت زمان مشخصی که مدت زمان اتصال نامیده میشود، حرارت حذف میشود و اتصال تکمیلشده به سرعت تا دمای اتاق خنک میشود.
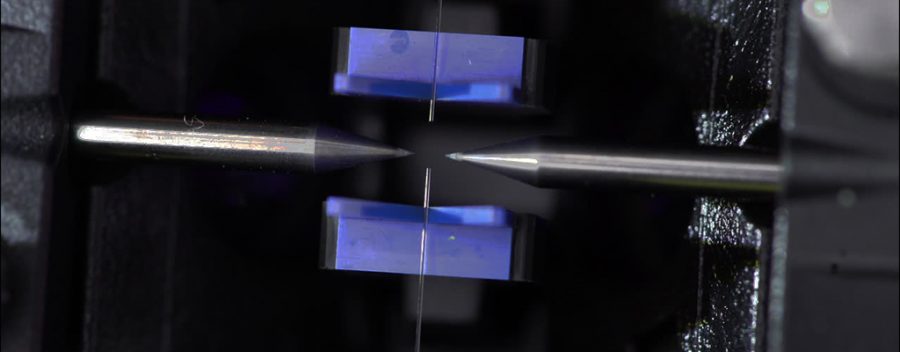
شکل 1.4 شامل تصاویری از یک اتصال فیوژن بین دو قطعه فیبر تک حالته (سینگل مد) استاندارد (SMF) در مراحل مختلف فرآیند اتصال است. قبل از اتصال، نوک فیبرها مطابق شکل 1.4a با یکدیگر تراز میشوند. شکل 1.4b فیبرها را در وسط یک اتصال فیوژن، پس از اینکه فیبرها توسط فشار ذوب به هم فشرده شدند، نشان میدهد. خط عمودی در شکل 1.4b اتصال ناقص بین فیبرها است. کشش سطحی شروع به گرد نمودن نوک فیبرها و تشکیل اتصال کرده است. توجه داشته باشید که تشخیص محل اتصال در تصویر اتصال کامل شده چقدر دشوار است، شکل 1.4c. افت اتصال مرتبط در اینجا کمتر از 0.01dB دسیبل (>99.7٪ انتقال توان نوری) است که اساسا غیرقابل اندازهگیری است.
گاهی اوقات، جهت بهبود کیفیت اتصال، از عملیات حرارتی پس از اتصال استفاده میشود. بسته به شرایط، کیفیت میتواند به افت نوری و یا مقاومت مکانیکی یا هر دو اشاره داشته باشد. به عنوان مثال، شکل 1.3 یک پرداخت آتش را نشان میدهد که پس از اتمام اتصال انجام میشود. پرداخت آتش یک عملیات حرارتی است که در آن منبع حرارتی نسبت به اتصال فیوژن تکمیل شده، همانطور که با خط چین در شکل 1.3 نشان داده شده است، به جلو و عقب اسکن میشود. این عملیات حرارتی میتواند سطح اتصال تکمیل شده را با سوزاندن آلایندهها و ذوب نمودن ترکهای سطحی تمیز نماید [1.2]. پرداخت آتش، مقاومت مکانیکی اتصال و در نتیجه قابلیت اطمینان طولانی مدت آن را افزایش میدهد. پرداخت آتش همچنین میتواند پروفیل ضریب شکست نوک فیبرها را تغییر دهد تا افت اتصال بین فیبرهای غیر مشابه کاهش یابد [1.3].
همانطور که از توضیحات قبلی فرآیند اتصال فیوژن مشخص است، پارامترهای مختلف اتصال زیادی وجود دارد که کیفیت اتصال را کنترل می نمایند، از جمله میزان هم پوشانی، تأخیر فشار ذوب، شدت حرارت، مدت زمان اتصال و …..،. یافتن بهترین انتخاب پارامترهای اتصال، بهینهسازی اتصال نامیده میشود. پارامترهای بهینه اتصال به شدت به ویژگیهای تارهای فیبر نوری وابسته است. برخی از روابط اساسی فیزیک میتوانند بینشهایی در مورد چگونگی بهینهسازی یک اتصال ارائه دهند. با این حال، یافتن بهترین پارامترهای اتصال به طور معمول نیاز به در نظر گرفتن به روشهای طراحی آزمایش (DOE) دارد.
پس از اتمام اتصال فیوژن، تجهیزات اتصال فیوژن تجاری تخمینی از افت نوری ارائه میدهند. تخمین افت همیشه دقیق نیست و بنابراین نمیتواند جایگزین اندازهگیری دقیق افت اتصال شود. با این حال، تخمین افت میتواند زمانی ضروری باشد که اندازهگیری مستقیم افت اتصال غیرممکن باشد.
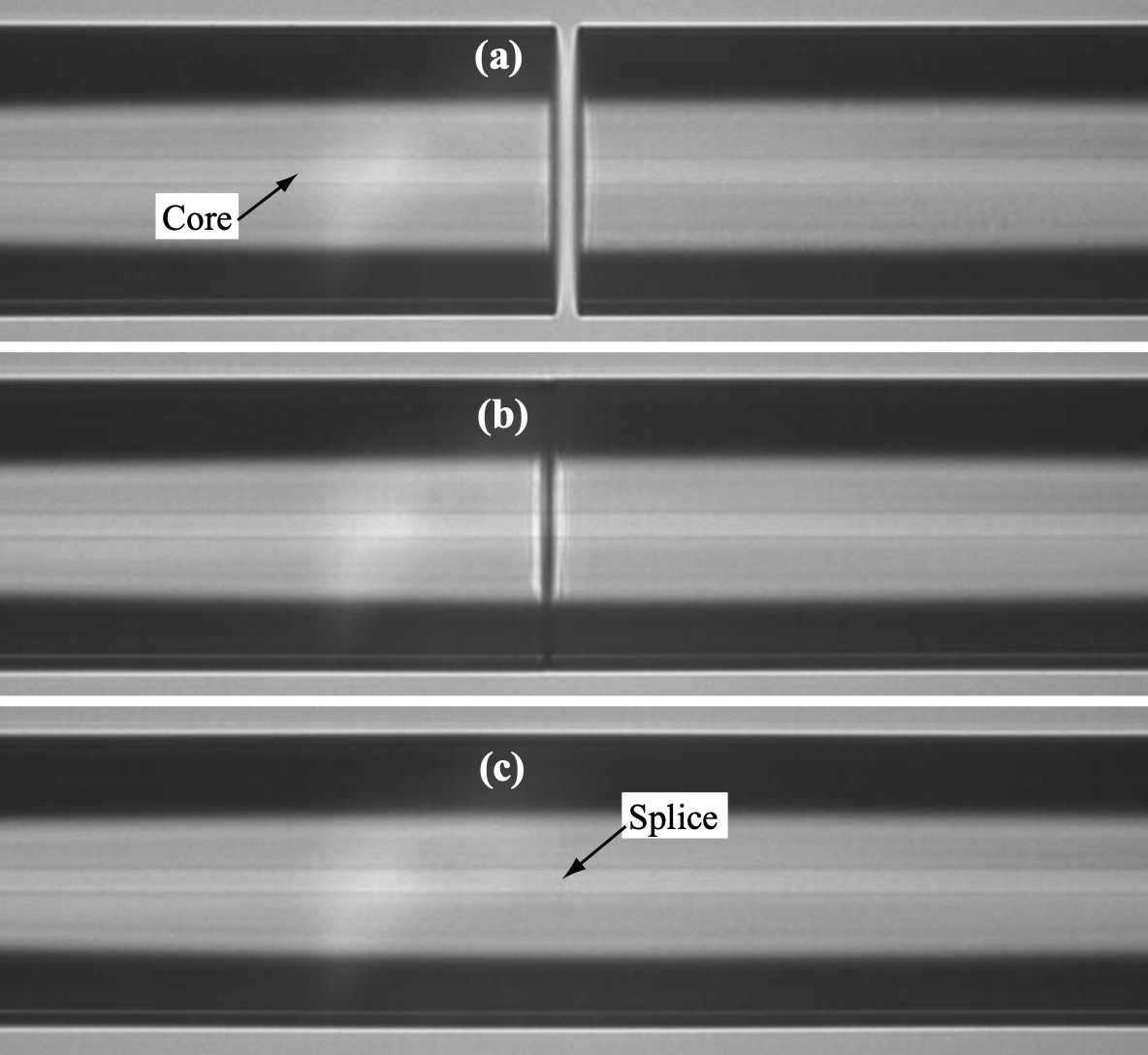
شکل 1.4. مراحل مختلف در طول جوش فیوژن فیبر تک حالته G.652.D. نواحی هسته و روکش فیبر قابل مشاهده و برچسب گذاری هستند. زمان بندی این تصاویر در طول یک جوش فیوژن معمولی در شکل 1.3 نشان داده شده است. (a) نوک فیبرها قبل از جوش همسو شده اند. (b) نوک فیبرها پس از فشار داغ در طول تشکیل اتصال. (c) جوش کامل با افت کمتر از 0.01 دسی بل
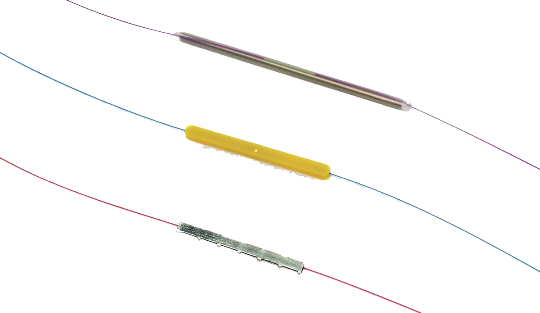
شکل 1.5 محافظ های از فیوژن
یک اتصال تکمیلشده باید از محیط محافظت شود تا قابلیت اطمینان بلندمدت آن تضمین شود. محافظت از اتصال به اشکال مختلفی از جمله لولههای جمعشونده حرارتی (شیرینک های حرارتی) و یا آتلهای یکپارچه یا قابهای پلاستیکی سخت (کریمپ فلزی یا پلاستیکی) وجود دارد. جهت بسیاری از کاربردها، پوشش مجدد گزینه جذابی است چراکه ابعاد و انعطافپذیری مکانیکی فیبر اصلی را حفظ می نماید. اتصالهای پوشش دادهشده به جای آتل، به استحکام مکانیکی خود فیبرهای اتصال متکی هستند. ماده پوشش مجدد، یک آکریلات قابل پخت با نور فرابنفش مشابه پوشش فیبر اصلی است و در قالب مخصوصی روی اتصال لخت اعمال میشود.
ظهور بسیاری از انواع جدید فیبر مانند فیبر تقویتکننده آلاییده شده با اربیوم (EDF)، فیبر جبرانکننده پراکندگی (DCF) و فیبر ریزساختار (که “فیبرهای حفره دار” نیز نامیده میشوند) نوآوریهای مهمی را در فرآیند اتصال فیوژن ضروری نموده است. با معرفی فیبرهای تخصصی جدید و مواجهه با چالشهای جدید اتصال فیوژن، استراتژیهای اتصال فیوژن ویژه توسعه مییابند. برخی از استراتژیهای مهم اتصال فیوژن ویژه که مورد بحث قرار گرفتهاند عبارتند از:
- فیبرهای پل بین فیبرهای غیرمشابه
- انتشار حرارتی ناخالصیها
- اتصالهای دمای پایین
- اتصالهای مخروطی
- اتصالهای ضخیم شده
- پرداخت با آتش
- گرمایش افست

شکل C دستکاه فیوژن آزمایشگاهی و میدانی مالتی کر
کابل های فیبر نوری

کابل های شبکه مسی
تجهیزات فیبر نوری















نظرات کاربران